商品カテゴリ一覧
|
ショッピングカート
カートは空です。
|
ホーム |
和柄プチトップの作り方
|
銀粘土 和柄プチベース型を使ったプチトップの作り方
銀粘土用シリコンモールド 『和柄プチベース型』(株)ユニコフ製を用いたプチペンダントトップやキーホルダーのトップを銀粘土で作っていきましょう。
作業を始めるにあたって銀粘土はPMC、アートクレイシルバーどちらでもかまいませんが必ず以下のものをご用意下さい。
1.銀粘土スターターキット又は同様の材料
○焼成用具(種類は問いませんが必須です)
○銀粘土7g(PMC、アートクレイシルバー 7gの粘土で2個のトップを作ります)
○和柄プチベース型 (種別は問いませんが必須です、他のプチトップモールドでもよいです)
○燻しを行う場合は燻し液又はムトウハップなど(お風呂用でいいです)
○離型シリコンスプレー(以下のものは必須ではありませんが有ると便利なものです)
○作業用プレート
○シルバーコロ
○シルバーペースト(銀粘土でも代用可)
| 1 |  | <離型材の塗布> シリコンモールドの溝に離型シリコンスプレーまたはオイルを必ず少なめに塗布してください。 シリコンスプレー(銀粘土用を推奨します ユニコフ製1470円など)の方が、作品の表面仕上げが綺麗です。 左の図をクリックすると他の和柄プチモールドの情報がみれます |
| 2 |  | <銀粘土の皺消し> 銀粘土を袋から適量(今回は半量)取り出し、両方の親指と人差し指の指先で圧力を掛けて 皺をなくすように丸めます。 型に入れる前の銀粘土の皺は出来上がった作品の亀裂や柄の乱れとなってしまいます。
|
| 3 |  | <銀粘土の型入れ> モールド型のマルカン(丸い円柱のある)方から必ず銀粘土を詰めていきます。大方詰め終わったら、中心部分を抑えながら周囲を押さえます。 型のエッジの部分に銀粘土をしっかり詰めて、綺麗な銀粘土枠を作るためです。 左図では磨きへらの底面で行っていますが、何でもかまいません。 |
| 4 |  | <裏面のならし> 全体に詰め終わったら、先ほどのへらの側面などで前後左右、コロコロ回しながら面を平らにしていきます。 このとき、シリコンスプレーやオイルを打ちすぎていると作品が滑って同様に動いてしまいます。 |
| 5 |  | <裏面の平面化> 裏面を平面にするためにプラスティク板などで押さえます。 このとき前作業の<裏面のならし>がしっかりと行われていないと、いくら板で上から押さえてもなかなか平面にはなりません。 裏面は平面が広いために、この段階でしっかりと作業しておかないと後の仕上げ作業で苦労しますよ。 |
| 6 |  | <銀粘土の乾燥> 銀粘土の乾燥は自然乾燥の場合には季節にもよりますが、1時間~半日ほどかかります。 PMC、アートクレイシルバー銀粘土は水分を放出するとその分収縮します。完全に乾燥した銀粘土はその収縮によって、当店のモールドの場合にはオイルやスプレーを打たなくとも自然に型離れが行われることが多いです。 |
| 7 | 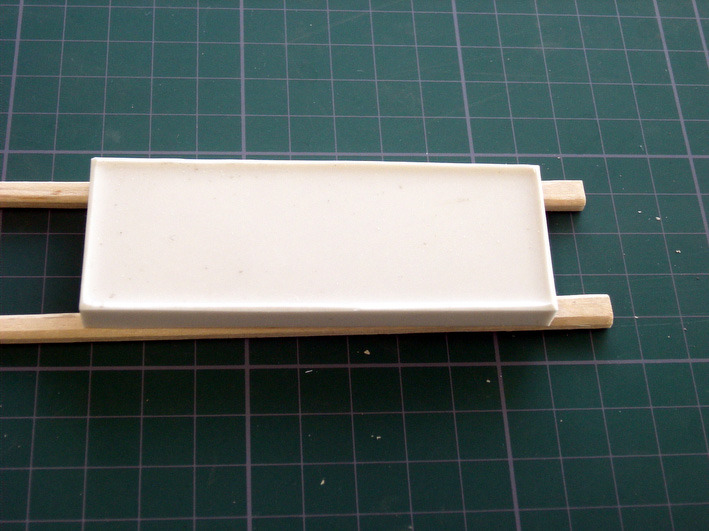 | <銀粘土を型から抜きます> どうしてもうまく抜けない場合には、マルカンの軸部分をマッチの軸の後ろで少し押してみてください。それでもだめな場合は、以下の強制型抜きを行ってみてください。 その場合は割り箸を用意し、箸を左図のように型に入れた銀粘土にかからない幅に開いた上にモールドを下側に向けて載せます。 |
| 8 | 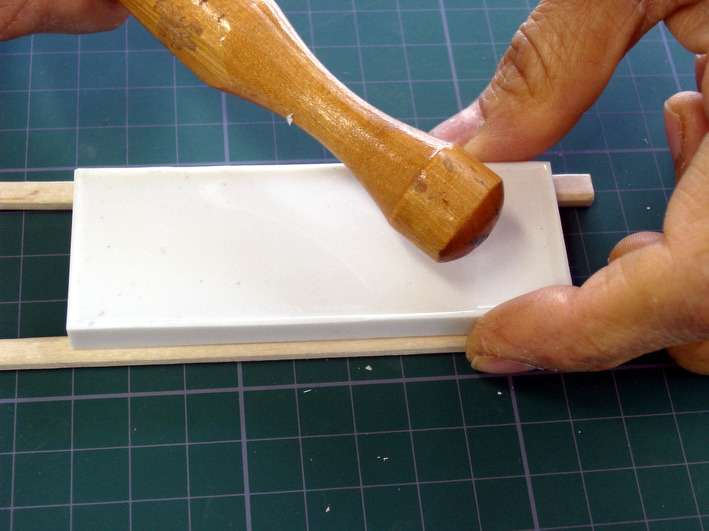 | <作品を強制的に型から抜きます> モールドの背面から棒のようなもので軽く叩いてみます。 抜けが悪い場合は乾燥が足りないことが多いです。その場合は再度乾燥しましょう。 注意)無理に叩いて型抜きをするとマルカン穴の軸が切れる場合が有ります。マルカン部分は破損すると修正が困難です。 型抜き作業が上手くいかないときは離型シリコンスプレーの使用を検討してみてください。
|
| 9 | 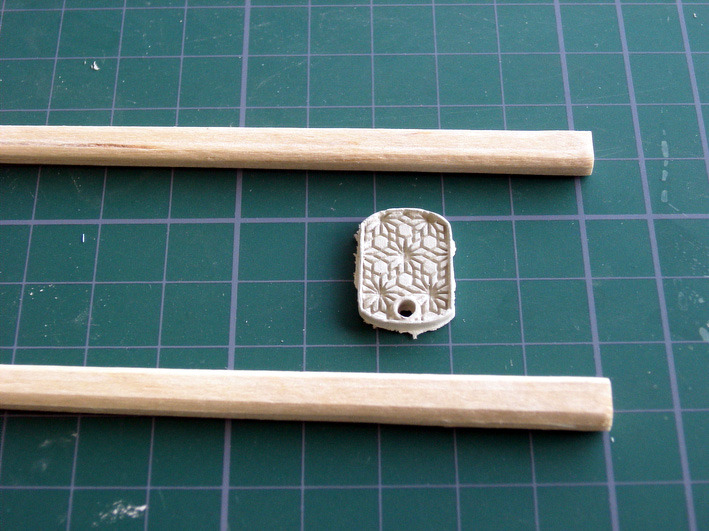 | <型抜きの終わった銀粘土作品> 型から外れた作品を検査します。和文様に大きな乱れやヒビは有りませんか。 その様な不具合が見つかったら、銀粘土を盛ったり、水で溶いてほんの少し柔らかくなった銀粘土を細い刷毛などで盛って修正を行ってください。 大きなバリがある場合はカッターやデザインナイフなどを用いて取り除いてください。 |
| 10 |  | <焼成前の仕上げトレイ> ヤスリなどによる乾燥された銀粘土の削り屑は微粉末となってしまいます。 この仕上げトレイはショップで入手した野菜入れのようなものですが、二重構造で内側のトレイにはスリット有ります。このため、削り微粉末はこのスリットから落ちて外側のトレーにたまります。購入するときは、できる限り浅く広いものにしましょう。
|
| 11 | 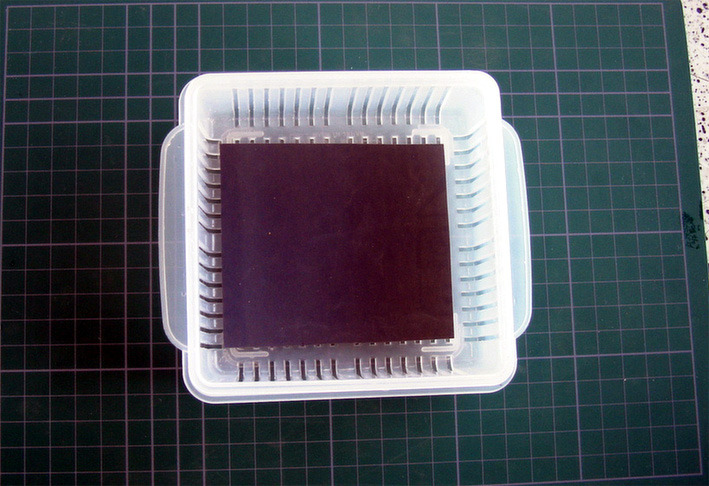 | <仕上げトレイに紙ヤスリ> トレイの内側に大きさを合わせた紙ヤスリを入れます。 使用する紙ヤスリは初めは100~300番位が良いでしょう。 紙ヤスリの番手目安は荒削りは300番、仕上げ削りは600番、最終仕上げは1000番より上というところで良いと思います。 |
| 12 |  | <焼成前の紙ヤスリ仕上げ-裏面 1> 乾燥した作品の裏面を初めは100~300番位の紙ヤスリで荒仕上げします。 このとき、前後、左右と回転の動作を力を抜いて行います。力を入れず均等に行わないと作品の厚みに偏りが出来てしまいます。 乾燥時の銀粘土は力を入れなくても紙ヤスリの上を滑らすだけでも簡単に削れます。 |
| 13 |  | <焼成前の紙ヤスリ仕上げ-裏面 2> 使用する紙ヤスリは初めは400~600番位に変えてください。 裏面 1と同じような要領で仕上げを行ってください。面が綺麗ならとこの作業はとばしても良いです。 削り粉がたまったら、トレイの下に落としましよう。 一連の紙やすり仕上げは非常に容易いですが銀粘土粉が少し出ます。
|
| 14 |  | <紙ヤスリで裏面の平面 最終仕上げ> 背面の仕上げは面積が広いことから、出来上がった作品の良しあしを決定します。丁寧に作業をしましよう。 使用する紙ヤスリは初めは600~1000番位に変えてください。 最終仕上げだけは硬い板の上に紙ヤスリを置いて行ってください。これは、削り面の平面を出すためです。 前処理のトレイの上では平面が出ません。 この後、作品の上面、側面も裏面同様平面だしの作業をおなうことができます。
|
| 15 | 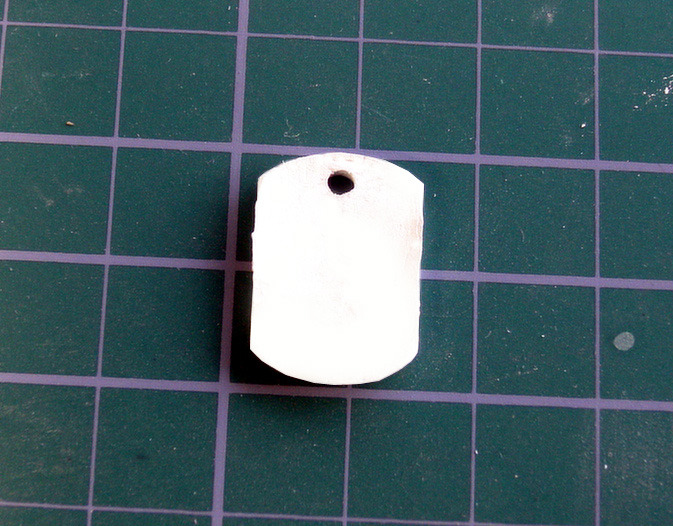 | <ヤスリ仕上げ-裏面完成> 仕上げの終わった背面には彫りを入れたりすることも出来ます。 焼成前の仕上げを丹念に行うことは、銀粘土のにおいては非常に重要なことです。 それは焼成後の銀粘土は金属の固まりなので修正や磨きはヤスリやルータを使用しなければならず非常に作業が面倒です。 焼成前の銀粘土の磨きなら、指先は少し汚れますが紙やすりの上を滑らせるだけの簡単作業で一切労力が要りませんし、焼成後の最終仕上げも簡単で済みますから。。 |
| 16 |  | <ヤスリ仕上げ-側面 最終仕上げ> 側面は面が底面に直角になるような感じ(完全でなくとも良いです)で仕上げてください。 あまりに汚ければ細い目の金工ヤスリを使っても良いと思いますが、平面を出すことは至難の業です。 焼成前までは、あくまでも金工ヤスリは部分仕上げと考えた方が良いでしょう。 金工ヤスリでの仕上げは非常に素早く作業が完了し楽ですが多少のコツが要ります。
|
| 17 |  | <紙ヤスリで 正面 最終仕上げ> 正面側はペンダントトップ等の顔です。型抜きが綺麗に出来ていればさほど心配は要りません。 淵の上面枠の部分の面がしっかりと出るように仕上げてください。 削り過ぎは禁物です。和文様が薄くならないように気をつけましょう。 とにかく力を入れず、作品の重みで削られるくらい感触で仕上げていきます。 |
| 18 |  | <仕上げ-作業完了> この段階で和柄の銀粘土デザインの上に部品の追加が簡単に行えます。焼成前はデザインの追加や修正が本当に容易です。必要なことは今の段階で全て行っておきましょう。 1.前・裏面にデザインや部品を貼り付けます 部品はペースト粘土か、水に溶いて少し柔らかくなった粘土で貼り付けます。 2.彫りやマルカン、バチカンの追加を行ってください 裏面に彫りを入れたり、マルカン紐を銀粘土で作りマルカンをはめても良いですね |
| 19 |  | <さあ、焼成の開始です> 当店の場合は写真取りの関係と数量が多く焼成できる関係から、写真のようなシルバーパンを使用しています。 実は焼成釜ももっているのですが最近は大きなものにしか使っていません。 焼成器具の種別は問いませんが、作品は絵柄を下向きで焼成してください。 |
| 20 |  | <焼成ーバインダ消失> 銀粘土の銀微粉末をつないでいるものは水とバインダーと呼ばれているものです。 ですから、焼成前の乾燥作業は水分を飛ばすために非常に重要な作業の内の一つです。 バインダーは焼成時に600℃前後で燃え始めます。写真ではバインダーが燃えていますね。 火の温度はバインダが燃え始めるまでは弱火で、煙が出始めたら中火で焼成します。 |
| 21 | 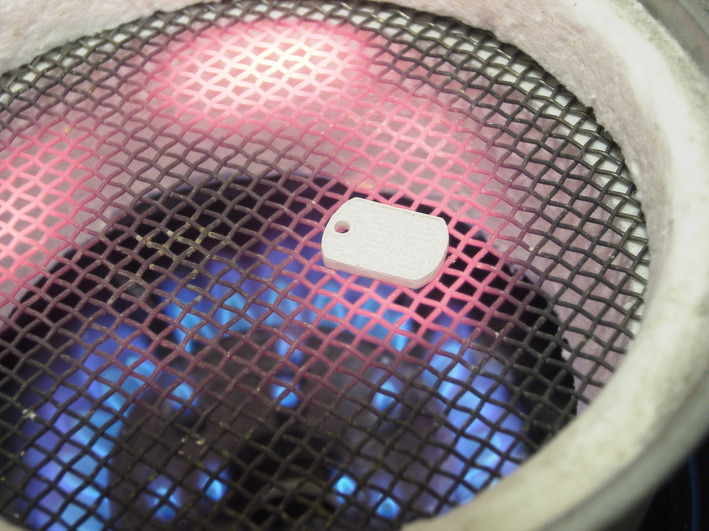 | <焼成ー仕上げ焼成> 作品が上手に焼成されると表面は白色になってきます。左図ではガスコンロの火で網の部分が赤くなっていますが、よく見ると銀粘土もほのかに赤く光っています。 ガスコンロの火が直接あたる程の強い火ではなく、網がほんのりあかくなる瞬間くらいの温度を保つことがコツですね。 このまま、5分以上15分位続けて焼成します。 |
| 22 |  | <焼成完了ー作品冷却> 焼成の終わった作品はそのまま10分ほど置けば冷たくなります。 焼成直後のものは表面的には熱いことがよく分かりませんので、間違ってさわってしまい火傷をしてしまいます。(私も何回か失敗しました(笑)) 今回は合成石を使用しないので、一度、焼成後水に入れて冷やすのが一番良いでしょう。 |
| 23 |  | <焼成の完了> 焼成の終わった直後の写真です。(写真作品の種別が変わってしまってますが全て同じです) 白い綺麗な色をしていますね。これを”白焼(しらやき)”といいます。作品的にはこのままでも使えなくはないですが、汚れたり黒くなったときは元の状態に戻すことができず、再生には再度焼成するしか方法がありません。 |
| 24 |  | <ステンレスブラシで磨く> ステンレスブラシで表面を磨きます。少し力を入れて磨きます。 白焼き部分がステンレスによって硬く締められて銀色になります。 この代わりに時間はかがますが磨きへらで行っても良いです。面は磨きへらで磨いた方が圧倒的に綺麗で硬くなりますよ。 磨きへらがなければステンレスフォークでも代用できますからトライしてください。 |
| 25 |  | <ブラシ磨きの完成> ステンレスブラシで磨かれた後の状態です。もしもいぶしを行わないならば、和文様の凹み部分もピカピカになるように仕上げなくてはいけません。 通常、和柄の部分は細いことと深さの関係でルータを使っても磨けないと思います。(この和文様では可能かもしれませんが・・) このブラシ磨きは半仕上げの状態です。 |
| 26 |  | <本仕上げの磨き開始> 最終仕上げは私はスポンジヤスリを主に使用しています。 時間はかかりますが、凹みの角部分なども比較的綺麗になることと研磨面が優しく仕上がるように感じるからです。 ルータをお持ちの方はルータ磨きの方が楽ですね。ただし、羽根ピットは厳禁です。いぶし面まで磨いてしまいます。 |
| 27 | <いぶし処理を行うとき> いぶし処理というのは銀が硫黄によって黒く変色することを利用した、シルバー特有の処理のことを言います。 和文様、柄やデザインがシルバーの輝きといぶしの黒で際立って美しくなります。そのようなときにいぶし処理を考えてみましょう
| 通常の作品ではいぶしを行うか否かはやや迷うところですが、今回はある意味必須です。 というのも白焼きを見て頂くと分かりますが、白焼きは作品全体が白くなりますので、和文様がはっきりとは出ません。 また、状態を維持することが面倒なのです。 いぶしを行うと文様柄がはっきりするだけでなく全体がしまったような感じがしてきます。以下は、家庭でできる簡単ないぶしの方法を説明していきます。 |
| 28 |  | <いぶし液の準備> いぶし液は専用のものも有りますが、お風呂用のムトウハップなどを良く使います。 やや薄めて使う方が良いと思います。 いぶし液は温度が高いほどいぶし処理が早く進行します。 |
| 29 | 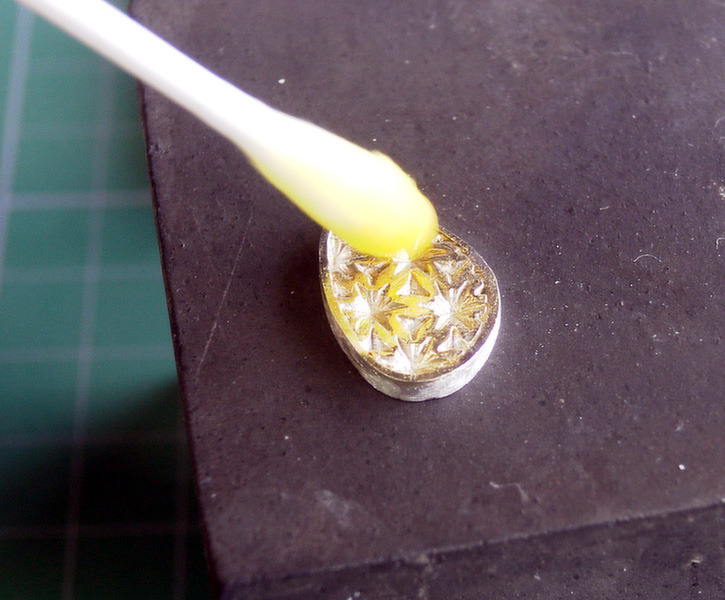 | <いぶし液の塗布開始> 通常はいぶし液の中に作品を浸すのですが、今回はいぶし面が前面の和文様のみということになるので、部分的にいぶし液をつけていきます。 綿棒などにいぶし液を浸し、燻を行うところの周辺のみに塗りつけていきます。 液の中に入れても良いのですが、そうすると周りの黒くなった面を全て磨き直さなくてはなりませんので、手間が4,5倍増えますよ(涙)。
|
| 30 |  | <いぶしの促進-1> そのまま常温でも銀のいぶしは起こりますが時間がかかります。ドライヤ等で熱してやると比較的素早く燻されます。 弱い熱風でいぶし液が垂れないようにして下さい。 注意)銀が黒くなるのは硫黄の成分です。温泉などに入っても黒くなるのはそのためです。指先にいぶし液がついたら、必ず石鹸で綺麗に洗っておきましょう。
|
| 31 |  | <いぶしの促進ー2> ドライヤがない場合は焼成器の上でも行うことが出来ます。この場合は微熱(最弱火)で行ってください。写真では既に燻が完了しています。 注意)焼成網を汚さないように注意してください。 いぶし液が焼成網についたら、その部分を銀粘土焼成の時のように網の部分だけ真っ赤になるように焼いておきましょう。
|
| 32 | 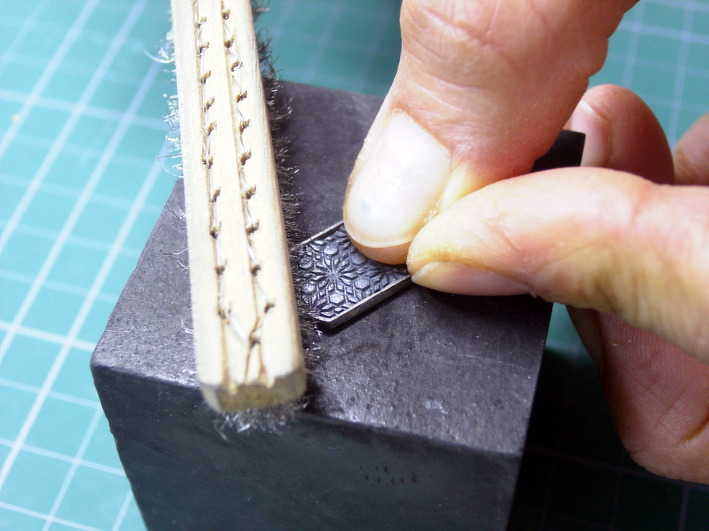 | <いぶしの完了> いぶしが完了したら、水と石鹸液を使って良く洗ってください。その後、家にある重曹で洗っておけば最高ですね。 そうしないと、残りの硫黄分で磨いた作品が後々くすんでくることがあります。 研磨の方法は焼成完了(24~26)の時と同じ要領です。今回はできればスポンジヤスリの方が良いと思います(これは単なる好みです)。 |
<和柄トップの柄と仕上がり例> 作品例は和文様を強調するために銀の輝きを抑えてあります。 | 以下の写真は製作のサンプルとして作成したものです。写真撮りが悪いのでシルバーの輝きが出てませんので、柄の参考として下さい。 | |
 | | |
 | | |
 | | |
 | | |
 | | |
 | | |
 | | |
 | | |
 | | |
 | | |
 | | |
 | |











